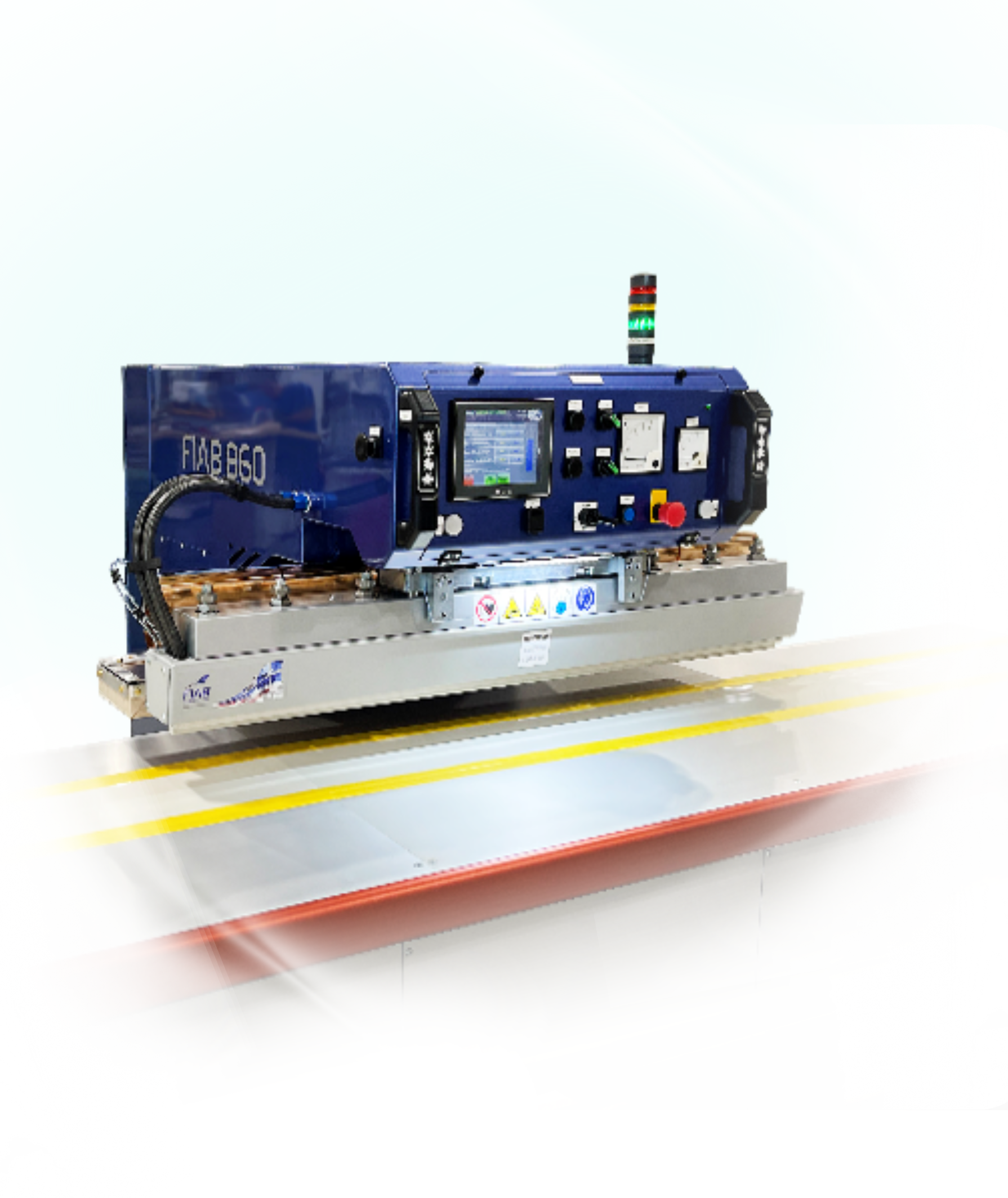
Welding technology, regardless of type, is a fundamental service used in industry, the manufacturing sector, and commerce. FIAB produces a wide range of high-frequency welding machines that are optimally matched to the customer's business profile. As a renowned and long-established manufacturer of welding machines, the company offers modern equipment characterized by excellent adaptation capabilities of specific methods to particular needs. Such universal solutions distinguish us in the market of companies providing welding equipment.
High-frequency welding machines use electrical energy to join individual materials, which proves effective in plastic processing, among other applications. HF welding machines can consequently be used in many industrial sectors, including medical, automotive, entertainment, military, and energy sectors.
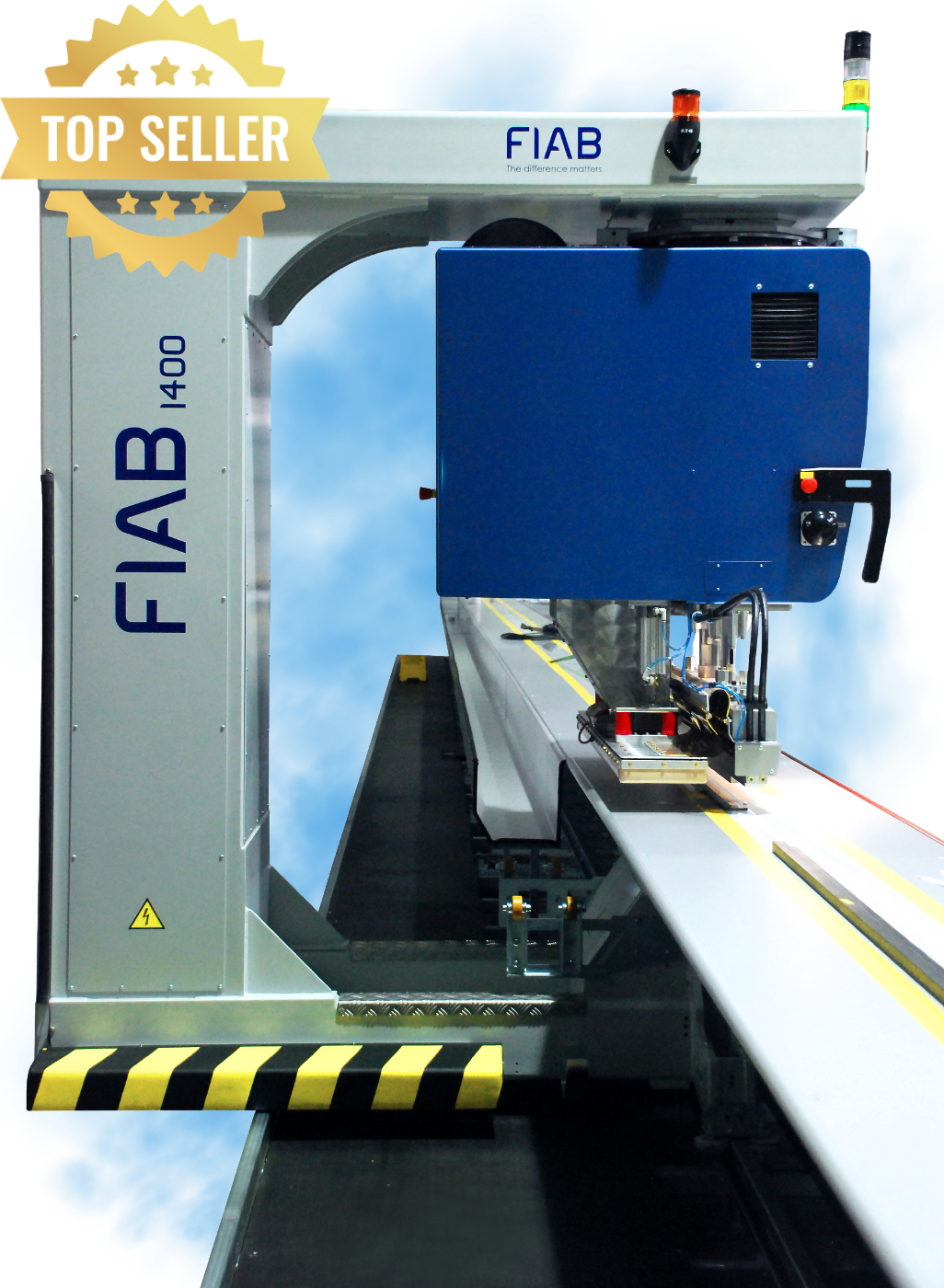
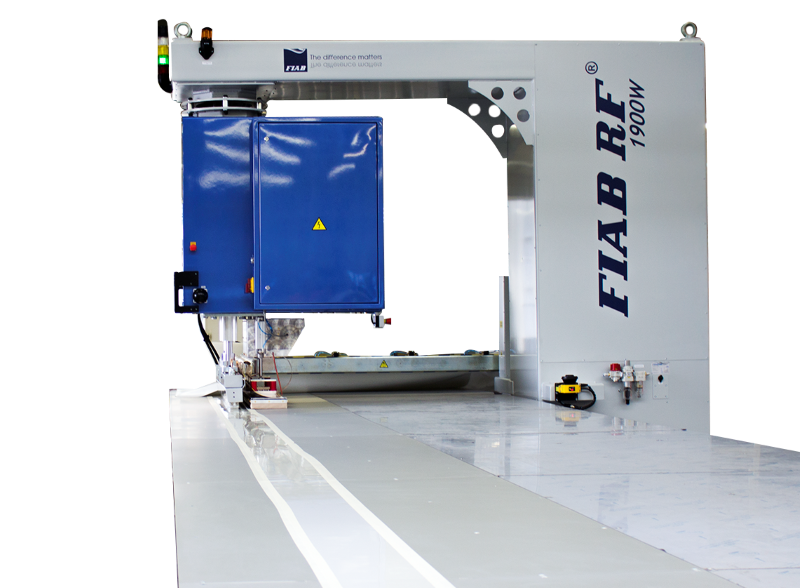
Welding machines are also indispensable in the automotive sector and in the production of various types of covers, including tarpaulins and tents. The capacitive welding technique also finds application in the context of thermoplastic, textile, footwear, decorative, and leather goods materials.
FIAB offers welding machines characterized by:
The machines are structurally improved and optimized to meet current market needs and the changing and expanding range of materials to be processed. This translates not only into efficiency and operational performance, but also into the safety of workers operating the given machine.
Explore our detailed offer and choose a high-frequency welding machine suited to your needs - call or write to receive a commercial proposal from us. Also benefit from our knowledge and experience. We provide technical consulting before the transaction as well as full after-sales service covering high-frequency welding machines and other products from the FIAB offer.
The company also implements special projects, adapting its solutions to the unique requirements of customers from various industrial sectors.
FIAB Sp. z o.o. Bronisław Koziołkiewicz Sp. k.
Wrocław 54-615
ul. Rakietowa 38
POLAND
NIP 8942999829
KRS 0000357875
REGON 021278590
BDO 000072061
By sending the inquiry to sales@fiabmachines.com, info@fiabmachines.com you agree to process your personal data for marketing purpose. If you do not agree on that, please inform us via e-mail.
Copyright © 2025 FIAB Machines